



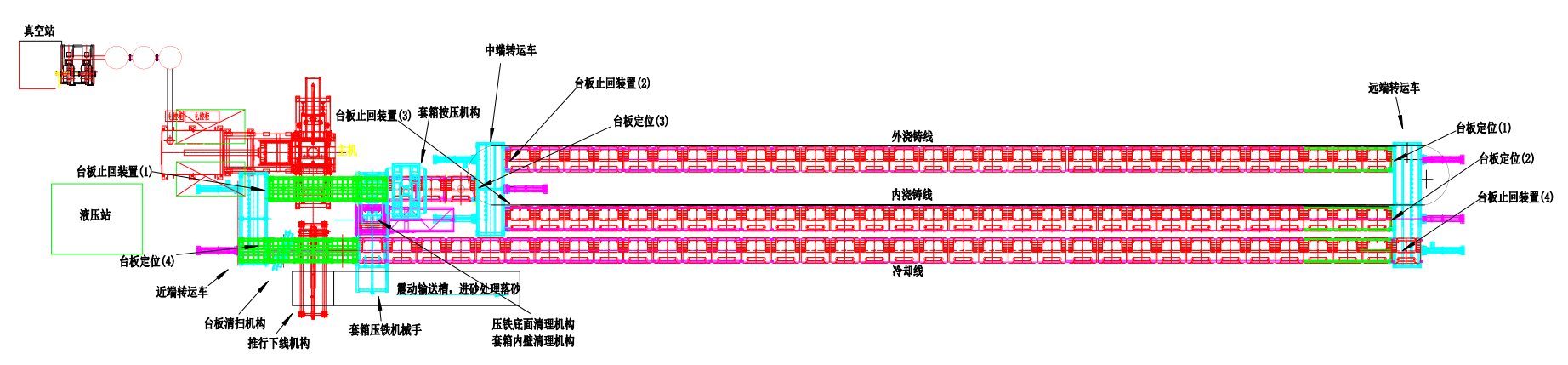
真空静压套箱线




介绍:
ABLE真空静压水平造型生产线的主要特点:
1、负压造型,环保
一道:ABLE真空吸砂造型,操作台处没有砂粒喷出;哦
二道:配备真空箱除尘布袋,颗粒大的灰尘进入除尘布袋;
三道:配备水浴除尘灌,细小较轻的灰尘进入水浴除尘灌;
造型区经过三道除尘后,排放到大气中无污染。在欧洲被称为“无散落砂的环保造型机”。
2、吸砂无阴影
ABLE真空造型机采用真空从两侧同时吸砂,气流完全定向流动,进而带动砂子定向流动到我们希望的位置,不会产生气流反弹,气流也不会由于模型的阻挡产生紊流,从根本上解决了射砂阴影和气流反弹的问题。
3、无错箱造型
ABLE真空造型机被誉为无错箱造型机,是由于它加砂、压实、脱模、下芯、合箱和脱箱全在一个型箱内,无需翻转和任何水平移动;仅仅只有简单的直线运动;加上它完全固定的高刚度的机身和中央四立柱的导向机构,其错箱可以控制在0.15mm左右。
4、真空预紧实和定向加砂
众所周知,射砂和气流冲击造型,加砂时由于高压气流瞬间冲入型箱,气流撞击模板后产生反弹,会大大降低预紧实的效果,导致铸型硬度衰减非常快。但是ABLE造型机采用真空方法形成的气流完全不同于射砂的高压气流。首先在砂子进入型箱以前,型箱已经形成真空,空气阻力非常小,砂子加速度快,预紧实效果好;而且由于这是真空负压产生的气流,从产生之时起,就是定向流动的气流,完全没有气流反弹和紊流。这样以通过吸气塞,将需要的地方达到一定的预紧实效果。
5、负压造型,无型反弹,铸件尺寸精度高。
铸型反弹实际上主要是由于铸型内的气体在压实过程中被挤压缩小,一旦解除外部压力,气体膨胀而产生的。铸型反弹的大小受外界压力大小、气温、型砂质量和空气湿度的影响很大,世界上几乎所有的铸型一般都是正压铸型,特别是射砂、气冲和静压造型的气压越大,铸型内气体压力越大,铸型反弹越大。这导致制造模具时,无法准确估计铸型反弹的大小,在设计模板时加以抵消,导致铸件尺寸精度下降。ABLE真空造型基本消除了铸型内的空气,进而使铸型反弹极小,可以使铸型和模型保持高度一致,特别适合制造几何形状复杂、尺寸精度极高的铸件。
6、负压铸型,无铸型反弹,拔模斜度小。
ABLE真空造型机由消除了铸型反弹,因此脱模比较容易。而且ABLE真空造型机脱模时,砂箱是在造型脱模,在造型室的导向作用下,加上四立柱中央导向系统平稳的运动,实现了完美的脱模。因此生产电机売这类具有棱条和散热片的铸件时,具有特别的优势。
7、采用两块单面模板、,模板可以深度下凹。
由于采用两块单面模板,因此可以生产制动鼓、这种不但需要模板凸出,而且需要模板凹入的铸件。这不但彻底克服了双面模板不能使用下凹模板的巨大缺陷,而且提高了铸造工艺设计的灵活性,可以采用曲面分型面和曲面浇注系统,这会大大降低铸件的废品率。



